
dimanche 22 septembre 2013
Tiroir
Un tiroir permet de libérer plus facilement la pièce en plastique du moule. place un ensemble de tiroir dans le moule pour tirer le coulisseau.


samedi 21 septembre 2013
Conception Cannaux d'alimentation
Le premier point à prendre en compte lors de la conception des canaux d'alimentation est l'épaisseur (t) de paroi de la pièce moulée . Le diamètre du canal ne devra jamais être inférieur à l'épaisseur de paroi de la pièce moulée et ce, sur toute sa longueur. En partant du seuil, le diamètre du canal d'injection doit s'élargir à chaque point d'embranchement, de façon à maintenir un taux de cisaillement quasiment constant.
En résumé
-Toujours fournir un moyen d'intercepter la goutte froide.
-Prévoir un diamètre de canaux d'alimentation supérieur à l'épaisseur de paroi de la pièce moulée.
-L'épaisseur du point d'injection représentera au moins 50 pour cent de l'épaisseur de paroi de la pièce moulée.
Ces principes ne prennent en considération que le comportement de cristallisation des polymères techniques. Pour estimer le comportement de remplissage du moule, on pourra utiliser des données sur les longueurs d'écoulement du polymère et, si nécessaire, réaliser des calculs d'écoulements. Il existe probablement certaines applications où, pour diverses raisons, la conception du point d'injection ne suit pas ces recommandations. Dans ce cas, il faudra généralement trouver un compromis entre qualité et rentabilité.

Programmation de commande numérique
Common Fanuc G Codes

Spécifique FANUC

| G00 | Déplacement rapide |
| G01 | Interpolation linéaire |
| G02 | Interpolation circulaire (sens horaire) |
| G03 | Interpolation circulaire (sens anti-horaire) |
| G04 | Arrêt programme et ouverture carter (pour nettoyer) (temporisation - suivi de l'argument F ou X en secondes) |
| G10/G11 | Écriture de données/Effacement de données |
| G17 | Sélection du plan X-Y |
| G18 | Sélection du plan X-Z |
| G19 | Sélection du plan Y-Z |
| G20 | Programmation en pouces |
| G21 | Programmation en mm |
| G28 | Retour à la position d'origine |
| G31 | Saute la fonction (utilisé pour les capteurs et les mesures de longueur d'outil) |
| G33 | Filetage à pas constant |
| G34 | Filetage à pas variable |
| G40 | Pas de compensation de rayon d'outil |
| G41 | Compensation de rayon d'outil à gauche |
| G42 | Compensation de rayon d'outil à droite |
| G90 | Déplacements en coordonnées absolues |
| G91 | Déplacements en coordonnées relatives |
| G94/G95 | Déplacement en Pouces par minute/Pouce par tour |
| G96/G97 | Vitesse de coupe constante (vitesse de surface constante)/Vitesse de rotation constante ou annulation de G96 |
Codes spéciaux:
Spécifique FANUC
G43 : Prise en compte de la longueur(fraisage)
M98 : appel de sous programmes
Spécifique NUM
EB : Rayon à l'intersection de deux lignes
G77 : Appel de blocs
G79 : Saut de bloc
Codes CNC ISO de base FANUC:
- M03, M04, M05 Broche sens horaire, sens antihoraire, arrêt de broche
- M21 Activation pression broche /M121 à M127 Palier pression selon outils
- M07,M08, M09 Mise en route arrosage/ arrêt arrosage
- M02 Arrêt du programme
- M30 Fin du programme, réinitialisation,rembobinage
- M99 Fin du sous-programme
- M00, M01 Arrêt du programme, arrêt optionnel ou avec condition
- M06 Changement d'outil
- |
- G96, G97: vitesse de coupe constante, Vitesse de rotation constante
- G92 Vitesse de broche maximum
- G95, G94 Déplacement mm par tour, déplacement mm/min
- G00, G01 Mouvement rapide, interpolation linéaire (coupe suivant une ligne droite)
- |
- F Vitesse de déplacement
- S Vitesse de broche
- |
- Coordonnées d'axes X Y Z A B C
Moules pour la Production des Assiettes
 | |
| Moule Assiette |
 | |
| Partie mobile de Moules |
 |
| échantillnt de la produit |
 |
| Partie Fixe du Moules |
mercredi 11 septembre 2013
Fraisage :
Le fraisage désigne un procédé d'usinage par enlèvement de matière. Il se caractérise par le recours à une machine-outil : la fraiseuse. L'outil classiquement utilisé est la fraise.

En fraisage, l'enlèvement de matière — sous forme de copeaux —
résulte de la combinaison de deux mouvements : rotation de l'outil de
coupe d'une part, et avance de la pièce à usiner d'autre part.
La fraiseuse est particulièrement adaptée à l'usinage de pièces prismatiques et permet également, si la machine est équipée de commande numérique, de réaliser tout type de formes mêmes complexes.
Les fraiseuses actuelles sont fréquemment automatisées (fraiseuses à commande numérique et centres d'usinage). La programmation de commande numérique de ces machines nécessite le recours à des interfaces logicielles, pour une part embarquées sur la machine elle-même (Directeur de Code Numérique), et pour une autre part, extérieure à la machine (PC + progiciels Fabrication assistée par ordinateur 2D et 3D) . Dans l'industrie, les ouvriers fraiseurs qualifiés effectuent fréquemment des travaux de tournage complémentaires.

La fraiseuse est particulièrement adaptée à l'usinage de pièces prismatiques et permet également, si la machine est équipée de commande numérique, de réaliser tout type de formes mêmes complexes.
Les fraiseuses actuelles sont fréquemment automatisées (fraiseuses à commande numérique et centres d'usinage). La programmation de commande numérique de ces machines nécessite le recours à des interfaces logicielles, pour une part embarquées sur la machine elle-même (Directeur de Code Numérique), et pour une autre part, extérieure à la machine (PC + progiciels Fabrication assistée par ordinateur 2D et 3D) . Dans l'industrie, les ouvriers fraiseurs qualifiés effectuent fréquemment des travaux de tournage complémentaires.
samedi 7 septembre 2013
Vitesse de coupe
En tournage, la vitesse de coupe
est la vitesse relative de l'outil par rapport à la pièce. Il s'agit
donc de la vitesse tangentielle au point de la pièce coïncidente avec la
pointe de l'outil. Cette vitesse qui s'exprime toujours en mètres par minute (m/min) se calcule ainsi:

avec:

avec:
: vitesse de coupe en m/min
- d : diamètre en mm au point d'usinage
- N : correspond à la fréquence

de rotation de la pièce en tours par minute


Tournage intérieur
- Alésage ;
- dressage ;
- tournage intérieur par contournage ;
- tournage de dégagement, gorges ;
- taraudage, réalisation d'un filetage intérieur ;
- chambrage.

Tournage extérieur
- Tournage longitudinal (chariotage, axe z), réalisation d'un diamètre ;
- tournage transversal (dressage, axe x), réalisation d'une face, d'un épaulement ;
- tournage par profilage ou contournage, réalisé par copiage ou utilisation d'une commande numérique ;
- tournage de gorges, dégagements ;
- filetage, réalisation d'un pas de vis ;
- tronçonnage.

Tournage mécanique
Le tournage est un procédé d'usinage
par enlèvement de copeaux qui consiste à l'obtention de pièces de forme
cylindrique ou/et conique à l'aide d'outils coupants sur des machines
appelées tours. La pièce à usiner est fixée dans une pince, dans un mandrin, ou entre pointes. Il est également possible de percer sur un tour, même si ce n'est pas sa fonction première.
 En tournage, le mouvement de coupe est obtenu par rotation de la pièce serrée entre les mors d'un mandrin ou dans une pince spécifique, tandis que le mouvement d'avance est obtenu par le déplacement de l'outil coupant. La combinaison de ces deux mouvements permet l'enlèvement de matière sous forme de copeaux.
En tournage, le mouvement de coupe est obtenu par rotation de la pièce serrée entre les mors d'un mandrin ou dans une pince spécifique, tandis que le mouvement d'avance est obtenu par le déplacement de l'outil coupant. La combinaison de ces deux mouvements permet l'enlèvement de matière sous forme de copeaux.
Un tour permet de fabriquer principalement des pièces de révolution même si certaines machines peuvent réaliser des formes très complexes (tours de décolletage).
Ces pièces peuvent être :
http://www.youtube.com/watch?v=CLFJSJPKiDs

Tour conventionnel
Un tour permet de fabriquer principalement des pièces de révolution même si certaines machines peuvent réaliser des formes très complexes (tours de décolletage).
Ces pièces peuvent être :
- métalliques ou en plastique (tour mécanique) ;
- en bois (tour à bois) ;
- en terre (tour vertical de potier).
http://www.youtube.com/watch?v=CLFJSJPKiDs
mercredi 4 septembre 2013



Moulage par injection
Le moulage par injection, aussi appelé injection plastique, est un procédé de mise en œuvre de matières thermoformables, notablement les matières thermoplastiques.
La plupart des pièces thermoplastiques sont fabriquées avec des presses d'injection plastique : la matière plastique est ramollie puis injectée dans un moule, et ensuite refroidie.

On rencontre des composants moulés par injection dans de très nombreux produits manufacturés : automobile, électroménager, matériel informatique, mobilier, etc. Pour les pièces métalliques, les dimensions sont relativement limitées (les carters de boites de vitesses en aluminium sont coulés par injection), mais pour les plastiques, elles vont de quelques millimètres à plusieurs mètres (éléments de carrosseries automobiles, tables de jardin, par exemple).
Les moules, installés sur une machine spéciale (presse), sont constitués le plus souvent de deux coquilles (partie fixe et partie mobile) qui sont fortement pressées l'une contre l'autre au moment du moulage puis écartées pour permettre l'éjection de la pièce moulée. Outre ces coquilles, le moule peut comporter un ou plusieurs noyaux destinés à former les parties creuses de la pièce et des poinçons permettant de réserver des ouvertures dans ses parois. Il arrive fréquemment que l'on place dans le moule des « inserts » qui se retrouveront par la suite inclus dans la pièce : il s'agit le plus souvent d'éléments filetés qui pallient localement la résistance insuffisante du matériau constituant le corps de la pièce.
Les dispositifs d'injection du matériau fondu sont très différents selon qu'il s'agit de mouler un métal ou un matériau organique.
Contrairement à d'autres procédés où le moule est perdu (moulage en sable, à la cire perdue, ...), il faut impérativement veiller à ce que les pièces injectées ne restent pas coincées dans les coquilles et qu'elles puissent au contraire en sortir sans aucune détérioration. C'est pour cela que les surfaces un tant soit peu importantes ne sont pas parallèles à la direction d'extraction mais en diffèrent d'un petit angle appelé « dépouille ».
Les pièces en forme de seau se contractent lors du refroidissement et enserrent parfois très fortement les noyaux autour desquels elles ont été coulées, il faut les extraire au moyen de tiges coulissantes appelées éjecteurs.
 Pièce plastique moulée par injection.
Pièce plastique moulée par injection.
 Partie de la pièce qui était dans l'empreinte de la partie mobile (éjecteurs).
Les deux photos montrent une pièce en plastique moulée par injection.
On devine facilement ici la forme des deux coquilles constituant le
moule : l'une est à peu près complètement plane, l'autre comporte, en
creux, tous les reliefs de la pièce. Lorsque les coquilles se séparent,
la pièce a évidemment tendance à rester enfermée dans la seconde
coquille, elle doit donc être extraite de force. Les deux traces
circulaires que l'on voit sur le disque de base sont celles des
extrémités des éjecteurs. Les petites bavures que l'on voit sur les deux
parties les plus hautes sont les restes de la matière plastique qui
s'est infiltrée dans les évents du moule, il faut en effet prévoir des
orifices pour que l'air contenu dans le creux du moule puisse être
évacué au moment où l'on introduit le plastique.
Partie de la pièce qui était dans l'empreinte de la partie mobile (éjecteurs).
Les deux photos montrent une pièce en plastique moulée par injection.
On devine facilement ici la forme des deux coquilles constituant le
moule : l'une est à peu près complètement plane, l'autre comporte, en
creux, tous les reliefs de la pièce. Lorsque les coquilles se séparent,
la pièce a évidemment tendance à rester enfermée dans la seconde
coquille, elle doit donc être extraite de force. Les deux traces
circulaires que l'on voit sur le disque de base sont celles des
extrémités des éjecteurs. Les petites bavures que l'on voit sur les deux
parties les plus hautes sont les restes de la matière plastique qui
s'est infiltrée dans les évents du moule, il faut en effet prévoir des
orifices pour que l'air contenu dans le creux du moule puisse être
évacué au moment où l'on introduit le plastique.
La conception des moules est très délicate. Outre le fait que les pièces doivent se démouler facilement, il faut s'assurer que le moule soit complètement rempli avant que le matériau ne se solidifie. Certaines parties sont réchauffées, d'autres refroidies, afin de donner au moule en production un certain équilibre thermique. Ce dernier est assuré par les circuits de refroidissement à l'intérieur du moule. Le tracé des pièces est très important aussi pour éviter la formation de défauts tels que déchirures, retassures, criques et porosités. Des logiciels de simulation permettent aujourd'hui de faciliter le travail, hautement spécialisé, des moulistes.
Le moulage par injection permet d'obtenir des pièces très précises qui ne nécessitent très souvent aucun usinage ultérieur. Pour toutes les pièces « de façade », en particulier celles qui forment les parties visibles des appareils ménagers, des téléviseurs, des tableaux de bord automobiles, etc., l'aspect extérieur dépend directement de la qualité du moule. Ce dernier subit donc, outre un usinage soigné par fraisage ou par électro-érosion, diverses opérations de finition telles que le polissage et le chromage dur. Le coût des moules est très élevé et ne peut être amorti que par la production de pièces en grande série.
La plupart des pièces thermoplastiques sont fabriquées avec des presses d'injection plastique : la matière plastique est ramollie puis injectée dans un moule, et ensuite refroidie.

Moulage par injection : une vieille presse d'injection plastique.
Explication
Le moulage par injection est une technique de fabrication de pièces en grande ou très grande série. Il concerne avant tout les matières plastiques et les élastomères (caoutchoucs) mais aussi divers métaux et alliages à point de fusion relativement bas : alliages d'aluminium, de zinc (Zamak) ou encore laitons. Par ailleurs, ce procédé est utilisable pour la mise en forme de pièces en céramique technique, si toutefois on prépare une sorte de barbotine avec un quelconque composant fondant à un point de température relativement bas, comme la paraffine ou le polyéthylène (PE).On rencontre des composants moulés par injection dans de très nombreux produits manufacturés : automobile, électroménager, matériel informatique, mobilier, etc. Pour les pièces métalliques, les dimensions sont relativement limitées (les carters de boites de vitesses en aluminium sont coulés par injection), mais pour les plastiques, elles vont de quelques millimètres à plusieurs mètres (éléments de carrosseries automobiles, tables de jardin, par exemple).
Les moules, installés sur une machine spéciale (presse), sont constitués le plus souvent de deux coquilles (partie fixe et partie mobile) qui sont fortement pressées l'une contre l'autre au moment du moulage puis écartées pour permettre l'éjection de la pièce moulée. Outre ces coquilles, le moule peut comporter un ou plusieurs noyaux destinés à former les parties creuses de la pièce et des poinçons permettant de réserver des ouvertures dans ses parois. Il arrive fréquemment que l'on place dans le moule des « inserts » qui se retrouveront par la suite inclus dans la pièce : il s'agit le plus souvent d'éléments filetés qui pallient localement la résistance insuffisante du matériau constituant le corps de la pièce.
Les dispositifs d'injection du matériau fondu sont très différents selon qu'il s'agit de mouler un métal ou un matériau organique.
Contrairement à d'autres procédés où le moule est perdu (moulage en sable, à la cire perdue, ...), il faut impérativement veiller à ce que les pièces injectées ne restent pas coincées dans les coquilles et qu'elles puissent au contraire en sortir sans aucune détérioration. C'est pour cela que les surfaces un tant soit peu importantes ne sont pas parallèles à la direction d'extraction mais en diffèrent d'un petit angle appelé « dépouille ».
Les pièces en forme de seau se contractent lors du refroidissement et enserrent parfois très fortement les noyaux autour desquels elles ont été coulées, il faut les extraire au moyen de tiges coulissantes appelées éjecteurs.


La conception des moules est très délicate. Outre le fait que les pièces doivent se démouler facilement, il faut s'assurer que le moule soit complètement rempli avant que le matériau ne se solidifie. Certaines parties sont réchauffées, d'autres refroidies, afin de donner au moule en production un certain équilibre thermique. Ce dernier est assuré par les circuits de refroidissement à l'intérieur du moule. Le tracé des pièces est très important aussi pour éviter la formation de défauts tels que déchirures, retassures, criques et porosités. Des logiciels de simulation permettent aujourd'hui de faciliter le travail, hautement spécialisé, des moulistes.
Le moulage par injection permet d'obtenir des pièces très précises qui ne nécessitent très souvent aucun usinage ultérieur. Pour toutes les pièces « de façade », en particulier celles qui forment les parties visibles des appareils ménagers, des téléviseurs, des tableaux de bord automobiles, etc., l'aspect extérieur dépend directement de la qualité du moule. Ce dernier subit donc, outre un usinage soigné par fraisage ou par électro-érosion, diverses opérations de finition telles que le polissage et le chromage dur. Le coût des moules est très élevé et ne peut être amorti que par la production de pièces en grande série.

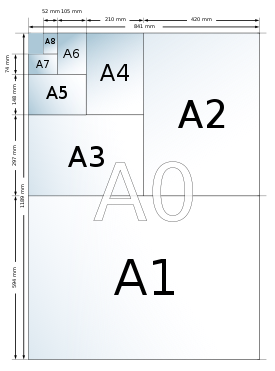
Format de papier
Norme internationale : Formats A, B et C
Ces formats sont conçus pour que les proportions de la feuille soient conservées lorsqu’on la plie ou coupe en deux dans sa longueur, permettant ainsi le massicotage sans perte, la confection de livres par pliage, ainsi que l’assemblage, l’agrandissement et la réduction par facteur de deux. Le rapport entre longueur et largeur doit pour cela être égal à la racine carrée de deux, √2 soit environ 1,4142.Chacun de ces formats est désigné par un nom formé d’une lettre (A, B, C) suivie d’un chiffre. Ce chiffre indique le nombre de fois où le format de base a été divisé en deux : une division en moitiés d’une feuille A0 donne deux feuilles A1, dont la division en deux donne deux fois deux feuilles A2, etc
- Les formats A sont basés sur le format A0, dont la surface est, par définition, de 1 mètre carré. Ses dimensions, arrondies au millimètre près, sont 841 mm × 1 189 mm. Les formats les plus couramment utilisés sont le format A4, 210 mm × 297 mm, et son double, le format A3, 297 mm × 420 mm.
- Les formats B sont basés sur le format B0, dont la largeur est, par définition, de 1 mètre.
- Les formats C sont principalement utilisés pour les enveloppes. La surface d’un format C0 est, par définition, la moyenne géométrique de la surface A0 et de la surface B0.


mardi 3 septembre 2013
Mécanique
Mécanique peut faire référence à :
- la mécanique, branche de la physique, dont l'objet est l'étude du mouvement, des déformations ou des états d'équilibre des systèmes physiques ; cette science peut être classée en plusieurs domaines :
- la mécanique rationnelle (dite aussi mécanique classique), qui regroupe elle-même :
- la mécanique analytique, qui regroupe différentes formulations très mathématisées de la mécanique classique ;
- la mécanique céleste,
- la mécanique du point matériel,
- la mécanique du solide
- la mécanique statique ou mécanique des systèmes matériels,
- la mécanique des milieux continus, incluant la mécanique des fluides
- la dynamique (physique), discipline de la mécanique classique qui étudie les corps en mouvement sous l'influence des forces qui leur sont appliquées.
- la mécanique quantique,
- la mécanique relativiste ;
- la mécanique rationnelle (dite aussi mécanique classique), qui regroupe elle-même :
- la mécanique, dont l'objet est l'étude et la conception de machines ; il s'agit par exemple de la mécanique automobile, de la mécanique navale, de la mécanique horlogère ;
- une mécanique, synonyme de mécanisme, dispositif visant à produire un mouvement, à le transmettre ou le transformer.
- la mécanique, activité d'entretien et de réparation de tels mécanismes : la mécanique automobile
Mécanique générale

La mécanique générale désigne :
- en langage courant, le domaine d'activité industrielle reposant sur l'usinage ;
- en science, l'étude des mouvements des corps indéformables soumis à des actions mécaniques.
Dans cette acception du terme, la mécanique générale apparaît comme une branche de la mécanique en tant que science. On entend alors par :
- solide indéformable tout corps dont tous les points restent à égale distance les uns des autres durant l'étude (voir Mécanique du solide) ;
- action mécanique, la réunion d'une force et d'un moment.
La mécanique générale permet ainsi l'étude du mouvement d'un solide, appelée dynamique, qui fait intervenir les notions d'inertie, de temps et d'action mécanique.
De la dynamique découlent :
- la cinétique (étude des inerties d'un solide indéformable, sans les notions de temps et d'effort) ;
- la cinématique (étude des vitesses d'un solide, sans les notions d'inertie et d'effort) ;
- la statique (étude d'un solide en équilibre, sans les notions d'inertie et de temps).
Moulage

Le moulage est l'action de prendre une empreinte qui servira ensuite de moule dans lequel sera placé un matériau et qui permettra le tirage ou la production en plusieurs exemplaires d'un modèle. Le moulage consiste donc à placer un matériau (liquide, pâte, poudre, feuille, plaque, paraison, préforme, pastille, etc.) dans un moule dont il prendra la forme.
L’art du moulage
Un moulage réussi demande beaucoup de réflexion et de goût. Avant toute opération, il faut étudier minutieusement les formes, en sentir les moindres détails. Avec un peu d'expérience, cette observation attentive du modèle alliée à un peu de pratique permet de déterminer le choix de la technique, et des produits à utiliser.
C’est principalement le travail du modeleur, qui d’après la pièce à réaliser, détermine les modèles à réaliser, les empreintes dans les moules, les noyaux ; le tout en tenant compte des impératifs de démoulage, de retrait de la matière. Le modeleur est celui qui dessine les outillages au bureau d’études, mais aussi celui qui réalise les modèles à l’atelier d’outillage.
Différents types de moulage
Moulage en sable
Technique très courante en fonderie, démoulage par destruction du moule. L'intérêt de cette technique est qu'elle permet de travailler avec un matériau réfractaire (le sable), et que le moule ne coûte pas cher à fabriquer.
Moulage en sable humide
- le sable n'est pas mélangé à une résine quelconque, mais tient par son état d'humidité. Le moulage s'effectue soit, en horizontal, dans des châssis (cas le plus ancien et le plus fréquent), soit sous forme de mottes avec plan de joint vertical ; c'est le moulage en motte ou procédé Disamatic.
- Moulage sable à durcissement thermique
- le durcissement se fait soit dans l’empreinte ou hors empreinte.
- Moulage sable à durcissement chimique
- le durcissement se fait par réaction chimique, soit entre les composants (résines), soit par l’action d’un gaz.
- Moulage sable à durcissement physique
- le durcissement se fait par action directe et physique sur le sable comme le moulage sous vide ou procédé V-process.
- Moulage à modèle perdu
- les techniques les plus diffuses sont, pour la plus ancienne, celle du moulage à cire perdue et pour la plus moderne, le moulage à modèle en polystyrène connu sous le nom de procédé Lost Foam ou PMP.
Moulage métallique
Le moule métallique est réutilisable plusieurs fois. Le démoulage est rendu possible par la différence de matière entre le moule et le métal coulé. Le moule subit toujours un poteyage avant introduction du métal en fusion.
- Moulage par gravité
- de pièces en aluminium (piston d’automobile).
- Moulage à basse-pression
- procédé semi-automatique pour la fabrication de pièces moulées de haute qualité, précises et homogènes, en petite et grande série. Le métal, aluminium en général, est introduit dans le moule par le bas sous une faible pression (0,2 à 2 bar).
- Moulage sous-pression
- de pièces en aluminium (industrie automobile, aéronautique) et en zamac, ou en matière plastique (moulage par injection).
Procédés spéciaux de moulage
Moulage avec inserts
- un insert, souvent métallique, est posé dans le moule avant la coulée du métal et sera solidaire de la pièce finie.
- Moulage avec refroidisseurs
- pièces métalliques posées provisoirement dans le moule au moment de la coulée et qui ont pour but de refroidir rapidement le métal à l’endroit du contact et provoquer une trempe locale.
- Moulage par centrifugation
- le métal est coulé dans un moule en rotation rapide. Utilisé aussi pour fabriquer des composites (renfort plus résine).
- Moulage bimétallique
- s'obtient en coulant successivement deux alliages différents pour obtenir, en finale, une seule pièce à deux composants et ayant des caractéristiques différentes suivant l'endroit considéré.
- Moulage en coulée continue
- un procédé où le moule en graphite à extrémités ouvertes, est alimenté en métal en fusion qui se solidifie pour produire une barre, un tube ou un profilé quelconque.
- Moulage en empreinte souple
- l'apparition de moules souples (primitivement en gélatine, en caoutchouc, latex, élastomère et aujourd'hui surtout en silicone) permet une simplification notable dans la conception des moules, ainsi que l'obtention directe de formes qui auraient nécessité un usinage après moulage avec un moule rigide (formes en contre-dépouille en particulier).
- Moulage par congélation
- procédé qui consiste à lier les grains de sable par de la glace par injection d’azote ou de CO2 liquide.
- Moulage par forgeage liquide
- en moule métallique, plus communément connu sous le nom de squeeze-casting, s'applique aux alliages légers, avec une solidification sous une pression très élevée.
Objectif du moulage
La technique du moulage vise le plus souvent la fabrication d'objets en série plus ou moins importante. Dans la coulée sous-pression, l'objet une fois solidifié peut être libéré (démoulage) sans détérioration du moule, et dans le moulage sable, on fabrique autant de moules que de pièces (cas de la fonderie au sable).
Les ateliers de moulage
Les moulages statuaires sont réalisés dans un atelier d'artiste ; Une pièce de travail de l'artiste, éventuellement aidé par ses élèves. On notera quelques exemples d’ateliers contemporains célèbres:
- L’atelier Lorenzi
- Fondée en 1871 par Michel Lorenzi, la maison Lorenzi est aujourd'hui animée par son arrière petit fils du même prénom qui perpétue la tradition du moulage tout en faisant évoluer ses techniques. À l’origine, les moulages étaient essentiellement réalisés en plâtre, tandis qu'aujourd'hui, la résine est le matériau le plus souvent employé. En 1994 Michel Lorenzi obtient duMinistère de la Culture, le titre de Maître d'art consacrant son excellence professionnelle, sa maîtrise des techniques de son art et ses compétences pédagogiques à transmettre son savoir. La maison Lorenzi fait partie des fournisseurs des établissements publics et écoles d'art de France.
- Les ateliers Maestri Scultori
- Maestri Scultori est une maison d’art fondée en 2001 par Omar Ricciardi, professeur de sculpture à la Faculté d'Art de l'Université nationale de Cuyo (Mendoza, Argentine). Maestri Scultori s’est spécialisé dans la copie de pièces antiques, grâce à la mise au point d’un Marbre de Carrare unique qui s'inscrit dans la continuité de l'enseignement traditionnel de la culture du stuc. Les Maestri Scultori font partie des fournisseurs des établissements publics de France et d'Europe tels que les musées du Capitole de Rome, et l'Académie des beaux-arts de Venise.
Procédé de fabrication (mécanique)
Ensemble de techniques visant l'obtention d'une pièce ou d'un objet par transformation de matière brute. Obtenir la pièce désirée nécessite parfois l'utilisation successive de différents procédés de fabrication. Ces procédés de fabrication font partie de la Construction mécanique. Les techniques d'assemblage ne font pas partie des procédés de fabrication, elles interviennent une fois que les différentes pièces ont été fabriquées.
Obtention par enlèvement de matière
Consiste à obtenir la forme finale par arrachements de petits morceaux de matière (copeaux). De manière générale on appelle usinage ces procédés. On y distingue :
- Le Tournage
- Le Fraisage
- La Rectification
- L'électro-érosion
- Les découpages :
Obtention par déformation
Consiste à déformer plastiquement le matériau jusqu'à obtention de la forme désirée.
- Estampage
- Matriçage
- Tréfilage
- Forgeage
- Hydroformage
- Laminage
- Filage
- Cintrage
- Emboutissage
- Frittage
- Pliage
- Extrusion
- Thermopliage
- Thermoformage
Obtention par fusion
Consiste à rendre liquide un matériau afin qu'il prenne la forme d'un moule.
Le Soudage consiste à fusionner deux pièces en les rendant localement liquide; ce procédé peut aussi être considéré comme une technique d’assemblage.
Obtention par assemblage
Conception mécanique
Conception de produits mécanique
La conception mécanique permet de concevoir des produits mécaniques. La connaissance des matériaux, du dessin industriel, du calcul mécanique est indispensable pour une bonne conception ménanique.
Aujourd'hui la conception ménanique est extrêmement performante grâce aux logiciels de conception mécanique qui permettent d'assembler les pièces en 3D et de les faire déplacer les une par rapport aux autres. Vous pouvez voir par transparence des pièces grâce aux modeleurs 3D de ces logiciels.
Des modules complémentaires permettent de réaliser les calculs mécaniques et calculs d'éléments finis sur les pièces mécaniques en effort et de calculer leur résistance à l'usure.
mécaniques et calculs d'éléments finis sur les pièces mécaniques en effort et de calculer leur résistance à l'usure.
mécaniques et calculs d'éléments finis sur les pièces mécaniques en effort et de calculer leur résistance à l'usure.
La conception mécanique est à la base de tous les objets modernes pour leur création, la conception de leur fabrication, conditionnement, usage et recyclage.
Les logiciels de conception mécanique les plus connus sont autocad, catia, autodesk inventor, solidwork, proengener,... Ce sont en général des logiciels de CAO (conception assisté par ordinateur), CFOA (conception et fabrication assisté par ordinateur)
Les personnes maîtrisant ces logiciels sont souvent des ingénieurs en conception mécanique, pour travailler en mécanique de précision, dans l'automobile, l'aéronitique, la fonderie, la tôlerie...
En conception mécanique le choix des matériaux utiliser est très important afin que la pièce ou le système conçu corresponde aux caractéristiques attendues, définies en général dans un cahier des charges de conception.
Ce cahier des charges de conception correspond au contrat entre le prestataire de conception et le client qui demande l'étude de conception.
La conception mécanique est un secteur qui recute et de nombreux emploie sont à pourvoir pour les personnes maîtrisant ce domaine technique.
Inscription à :
Commentaires (Atom)



{kind=link}
{kind=link}